Технология порошковой окраски
Уже никто не сомневается в преимуществах порошкового метода окрашивания перед жидкостным, однако стоит отметить, что качественная порошковая покраска требует использования такого же качественного оборудования.
Данного рода техника представлена массой вариантов, каждый из которых обусловлен различными факторами: объемы производства, уровень полимеризации, габариты изделий, и так далее. Для каждого предприятия могут быть определены конкретные условия, на основании которых будет разработана линия порошковой окраски по спецзаказу.
Все начинается с участка, где производится подготовка поверхности к покраске. С изделия должны быть удалены все инородные органические и неорганические соединения. Это залог того, что краска ляжет равномерно и прочно соединиться с материалом. Поэтому очистка производится химическими веществами в специальных ваннах, либо направленной струей такого раствора. Какого размера будут ванны, и в каком количестве, зависит уже от степени загрязнения и размеров изделий.
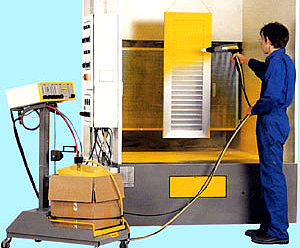
По завершению очистки поверхности производится его сушка, после чего изделие готово к нанесению порошкового слоя. Выполняется данная процедура с помощью распылительного оборудования. Именно в распылителе формируется электростатическое поле, проходя которое, каждая частица порошка получает высокий отрицательный заряд, позволяющий поддерживать большую производительность и контролировать равномерность покрытия. Генератор электростатического поля сконструирован так, что автоматически настраивает параметры, в зависимости от вида порошка, расстояния до окрашиваемой поверхности, плотности порошковой струи.
Второй способ зарядки краски – трибоэлектрический. Здесь мелкодисперсные частицы получают заряд не в электростатическом поле, а при трении о внутреннюю поверхность форсунки, из которой они вылетают. Такой принцип позволяет достичь высокой степени окраски даже острых граней. Однако сегодня пока еще не все порошки годятся для нанесения таким способом.
Напыление происходит в специальной окрасочной камере. Тот порошок, который не сел на поверхность удаляется вытяжным устройством и проходит через фильтр-рекуператор, где оседает, собирается и вновь направляется в емкость с порошком. Еще один элемент напылительной установки – вибросито, которое контролирует, чтобы части краски были строго определенного размера.
Наконец, очищенный в рекуператоре воздух может выводиться несколькими способами. Первый – через вентиляционную шахту. Второй – прямо в помещение рабочей зоны, но тут необходимо наличие фильтра тонкой очистки. Третий – закрытый тип, когда воздух вновь направляется в окрасочную камеру. Таким образом, достигается экологичность процесса окрашивания.
Покрытое слоем порошка изделие по конвейеру поступает в печь оплавления. Температура в термокамере может нагнетаться до 200 градусов посредством электронагревателей. Стенки печи выполнены из теплоизоляции, поэтому никакого дискомфорта оператор линии окраски не испытывает. В этой печи частицы краски превращаются в единую полимерную структуру.
Печи формирования покрытий укомплектованы вентиляцией для выведения летучих соединений, которые могут возникать в процессе оплавления. Вся процедура выполняется в автоматическом режиме. От оператора требуется лишь задать на пульте показатели температуры, времени и нажать кнопку «пуск».
Довершает окрасочное оборудование система транспортных механизмов. Они необходимы для перемещения предметов по линии окраски, от одного узла к другому.
вернуться назад..
|

